Все языкиАбхазскийАдыгейскийАзербайджанскийАймараАйнский языкАканАлбанскийАлтайскийАнглийскийАрабскийАрагонскийАрмянскийАрумынскийАстурийскийАфрикаансБагобоБаскскийБашкирскийБелорусскийБолгарскийБурятскийВаллийскийВарайскийВенгерскийВепсскийВерхнелужицкийВьетнамскийГаитянскийГреческийГрузинскийГуараниГэльскийДатскийДолганскийДревнерусский языкИвритИдишИнгушскийИндонезийскийИнупиакИрландскийИсландскийИспанскийИтальянскийЙорубаКазахскийКарачаевскийКаталанскийКвеньяКечуаКиргизскийКитайскийКлингонскийКомиКорейскийКриКрымскотатарскийКумыкскийКурдскийКхмерскийЛатинскийЛатышскийЛингалаЛитовскийЛюксембургскийМайяМакедонскийМалайскийМаньчжурскийМаориМарийскийМикенскийМокшанскийМонгольскийНауатльНемецкийНидерландскийНогайскийНорвежскийОрокскийОсетинскийОсманскийПалиПапьяментоПенджабскийПерсидскийПольскийПортугальскийРумынский, МолдавскийРусскийСанскритСеверносаамскийСербскийСефардскийСилезскийСловацкийСловенскийСуахилиТагальскийТаджикскийТайскийТатарскийТвиТибетскийТофаларскийТувинскийТурецкийТуркменскийУдмурдскийУзбекскийУйгурскийУкраинскийУрдуУрумскийФарерскийФинскийФранцузскийХиндиХорватскийЦерковнославянский (Старославянский)ЧеркесскийЧерокиЧеченскийЧешскийЧувашскийШайенскогоШведскийШорскийШумерскийЭвенкийскийЭльзасскийЭрзянскийЭсперантоЭстонскийЮпийскийЯкутскийЯпонский
Все языкиАбхазскийАварскийАдыгейскийАзербайджанскийАймараАйнский языкАлбанскийАлтайскийАнглийскийАрабскийАрмянскийАфрикаансБаскскийБашкирскийБелорусскийБолгарскийВенгерскийВепсскийВодскийВьетнамскийГаитянскийГалисийскийГреческийГрузинскийДатскийДревнерусский языкИвритИдишИжорскийИнгушскийИндонезийскийИрландскийИсландскийИспанскийИтальянскийЙорубаКазахскийКарачаевскийКаталанскийКвеньяКечуаКитайскийКлингонскийКорейскийКрымскотатарскийКумыкскийКурдскийКхмерскийЛатинскийЛатышскийЛингалаЛитовскийЛожбанМайяМакедонскийМалайскийМальтийскийМаориМарийскийМокшанскийМонгольскийНемецкийНидерландскийНорвежскийОсетинскийПалиПапьяментоПенджабскийПерсидскийПольскийПортугальскийПуштуРумынский, МолдавскийРусскийСербскийСловацкийСловенскийСуахилиТагальскийТаджикскийТайскийТамильскийТатарскийТурецкийТуркменскийУдмурдскийУзбекскийУйгурскийУкраинскийУрдуУрумскийФарерскийФинскийФранцузскийХиндиХорватскийЦерковнославянский (Старославянский)ЧаморроЧерокиЧеченскийЧешскийЧувашскийШведскийШорскийЭвенкийскийЭльзасскийЭрзянскийЭсперантоЭстонскийЯкутскийЯпонский
technical_translator_dictionary.academic.ru
Ботинки – это самая важная часть вашего снаряжения, именно от них в первую очередь зависит то, как вы будете себя чувствовать на протяжении катального дня на склоне, насколько вы будете контролировать доску, как быстро устанете. Ботинки – индивидуальная вещь, которая должна подходить Вам просто идеально. Мы гордимся линейкой наших ботинок для сноуборда, мы вложили много сил и времени, чтобы создать высокотехнологичный продукт, отвечающий всем этим требованиям. Ботинки Flow - легкие, прочные, продуманные подошвы, отличный фит, термоформировка и индивидуальная настройка, продуманные системы шнуровки ботинка. Ботинки Flow идеально подходят по геометрии и посадке под все наши крепления Flow, обеспечивая взаимосвязанную систему идеального комфорта и контроля. Примерьте и вы поймете!

САМЫ Е УДОБНЫЕ БОТИНКИ БЛАГОДАРЯ НАШЕЙ ЗАБОТЕ О ВАШИХ НОГАХЕсть два пункта, которые достаточно сложно совместить в одном ботинке – это максимальный комфорт и при этом максимальная отдача и чувство доски. Их сложно совместить на все 100%, но мы постарались это сделать. Наши ботинки смоделированы по анатомии вашей ноги и ее мимике при движении, внешний и внутренний ботинок созданы так, чтобы не сковывать ваши движения, но при этом усиливать зоны контроля, чтобы максимально передавать энергию доске.

БОТИНКИ FLOW СОХРАНЯТ ВАШИ НОГИ ТЕПЛЫМИ И СУХИМИ ВЕСЬ ДЕНЬ Самое важное в ботинках – не только идеальная посадка, но и контроль тепла и влажности внутри ботинка. Мы используем термо барьер SpaceBlanket между подошвой и внутренним ботинком, чтобы сохранить ваши ноги в тепле. Мы регулируем влажность и за счет специального покрытия Silvadur™, которое препятствует возникновению запаха.

Подошвы состоящие из 5 и 4 элементов, обе используют Vibram® и специальную нескользящую резину для оптимального сцепления с любым грунтом, льдом и снегом. B.F.T. Approach с 5 зонами используется в модели Talon, B.F.T. Contact с 4 зонами используется в моделях Hylite, Helios и Lunar.


flow.ru
Liquidmetal (сплав) — Liquidmetal и Vitreloy коммерческие названия ряда аморфных сплавов металлов, разработанных научной группой Калифорнийского технологического института, которая затем организовала компанию Liquidmetal Technologies для коммерческого распространения… … Википедия
Защитный жилет — Бронежилет ФОРТ Улан 25 Немецкая кираса времён Первой Мировой войны Бронежилет одежда, защищающая носителя чаще всего от огнестрельных ранений. Состоит из материа … Википедия
Алюминиевая броня — – броня на основе деформируемых алюминиевых сплавов различных систем легирования. По валовому объему производства алюминиевой брони основной областью ее применения, является танкостроение, а именно производство легкобронированной техники… … Википедия
Драгоценные металлы — (Precious metals) Драгоценные металлы это редко встречающиеся металлы, которые отличаются блеском, красотой и стойкостью к коррозии История добычи драгоценных металлов, разновидности, свойства, применение, распространение в природе, сплавы… … Энциклопедия инвестора
Нефтепровод — (Pipeline) Определение нефтепровода, история возникновения Определение нефтепровода, история возникновения, текущие проекты Содержание Содержание Определение История Первый российский Нефтепровод Баку — Батуми Нефтепровод Грозный —… … Энциклопедия инвестора
Тарелка (музыкальный инструмент) — У этого термина существуют и другие значения, см. Тарелка (значения). Барабанная установка 1. Тарелки | 2. Напольный том том | 3 … Википедия
PocketBook Reader — Эта статья или раздел нуждается в переработке. Пожалуйста, улучшите статью в соответствии с правилами написания статей … Википедия
Палладий — (Palladium) Палладий это один из элементов таблицы Менделеева, входящий в платиновую группу История открытия палладия и его нахождение в природе, биологические, химические и физические свойства палладия, применение палладия в ювелирной… … Энциклопедия инвестора
Медь — 29 Никель ← Медь → Цинк … Википедия
BMW — (БМВ) Компания BMW, история компании, деятельность компании Компания BMW , история компании, деятельность компании, руководство компании Содержание Содержание Определение Название Собственники и руководство История До Второй мировой После Второй… … Энциклопедия инвестора
Кама приток Волги — (у татар Ак Идель Белая река) главный приток Волги, одна из значительнейших рек Европейской России, берет начало в сев. части Вятской губ., в Глазовском у., на плоской болотистой возвышенности, лежащей близ дер. Картушиной, на высоте 910 фт. над… … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона
dic.academic.ru
Здоровье человека во многом зависит от выбранной обуви, физических нагрузок, энергичной жизни. Если в ногах вы стали ощущать к концу дня судороги, боль и жжение в стопе, это явные признаки поперечного плоскостопия. 
Ортопедические стельки — это прекрасный способ предотвратить и вылечить различные виды плоскостопия.

Ноги постоянно испытывают нагрузку, которая сказывается на проблемах позвоночника, приводит отекам, возникает чувство боли.
Врожденная слабость связок, обувь порождающая дискомфорт, провоцирует плоскостопие. Это требует приобретения ортопедических стелек.
Польза от ортопедических стелек :
Ортезы снизят нагрузку на суставы: тазобедренный, голеностопный, коленный и позвоночник.
При поперечном плоскостопии мало кто направляется к врачу. Проявляется такой вид плоскостопия в виде увеличения стопы, выпирания косточки на большом пальце, натоптыши, доставляя много неудобств и боли.
Правильно подобранный супинатор может избавить от неприятных ощущений, придать правильную осанку, обеспечить комфорт при длительной ходьбе. Это повышает результат поддержки поперечного свода стопы.
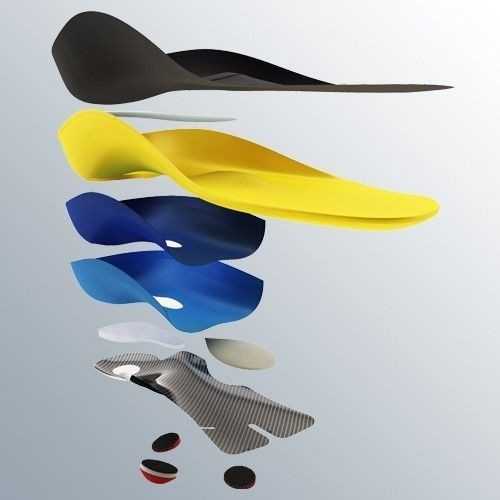
Строение ортопедических стелек, похоже, между собой и состоит:
Клинья представляют важную деталь ортопедической стельки. Чаще всего подправляющая стелька имеет два клина: 1-й помещается под пяткой, второй – в передней части стельки.
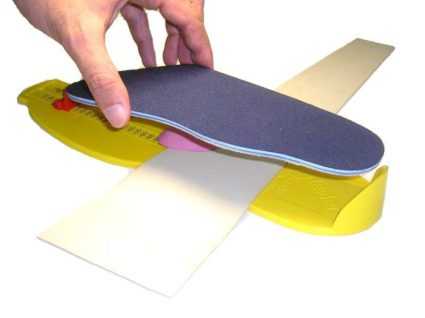
Предварительный слепок подошвы стопы помогает сделать точную продукцию, обеспечивая комфорт при носке.

Производство происходит в четыре этапа:
Врач ортопед осуществляет диагностику заболевания и изготавливает стельку по гипсовому оттиску. После выдачи пациенту изделия, специалист консультирует, как правильно носить и ухаживать за стелькой.
 Работа ортопедической стельки направлена:
Работа ортопедической стельки направлена:
Результативность применения ортопедической стельки при поперечном плоскостопии достигается вследствие приемлемого распределения нагрузки.
 Для формовки ортопедических стелек употребляются следующие основы:
Для формовки ортопедических стелек употребляются следующие основы:
Подбирая стельку при поперечном плоскостопии, не стоит учитывать только размер ноги. Лучший способ, это использовать индивидуальный подбор с помощью замера (линейкой) расстояния от пятки до передней линии вкладыша.
Определить насколько подходит или нет стелька просто:
Выбирать стельку нужно по правилам и примерять ее к той обуви, в которой ходите.
 Ортезы выпускаются с учетом индивидуальной проблемы, типом деформации.
Ортезы выпускаются с учетом индивидуальной проблемы, типом деформации.
Категория стелек:
Супинаторы предназначены для разных видов плоскостопия и обуви.
Ортопедические стельки подразделяются на группы:

Ортопедический супинатор – деталь стельки, которая предотвращает ее смещение во время ходьбы. Помогает удерживать свод стопы, фиксирует, ограничивает искривление стопы.
При продольном и поперечном плоскостопии можно подобрать подходящую модель по конструкции, соответствующего материала.
Ортопедический супинатор широко используется в производстве спортивной обуви. Использование специальных стелек улучшает рессорную, опорную функцию стоп. Снижается травматизм стоп на тренировках, увеличивается выносливость спортсменов. Применяется в детском и взрослом спорте. Нагрузка равномерно распределяется на все отделы стопы и голеностопного сустава.
Детские ортопедические супинаторы эффективно использовать с первых шагов ребенка.
Применение супинаторов при диагностировании плоскостопия должно стать постоянным.
Для профилактики достаточно использовать три-четыре часа в день (для разумной нагрузки).
 Подбор стельки, с учетом конструктивной особенности и материала, осуществляется врачом.
Подбор стельки, с учетом конструктивной особенности и материала, осуществляется врачом.
Структура стельки состоит:
Все детали формируются в жесткий каркас. Используется теми, кто испытывает многочасовую нагрузку на ноги.
Мягкие стельки предназначены для тех, кто ощущает боль в суставах, беременные, люди с большим весом, спортсмены.
Материалы, используемые для изготовления:
Выбор материала зависит от вида обуви, диагноза, метода лечения.

Прежде чем покупать ортопедическую стельку надо точно знать диагноз. Степень плоскостопия может определить специалист и дать рекомендации по выбору.
На что стоит обратить внимание при подборе:
Признанные разработчики выпускают стельки, используя съемные и сменные детали. Это позволяет подобрать клиенту обособленную модель.here

Важно ориентироваться на советы профессиональных врачей, а не брать ответственность на себя. Личная инициатива может привести к нанесению вреда здоровья.nt goes here
 При продольном плоскостопии происходит выравнивание свода стопы. Формируется чувство боли при надавливании на середину стопы. Обувь стаптывается внутрь. Стелька имеет возвышение на внутренней стороне.
При продольном плоскостопии происходит выравнивание свода стопы. Формируется чувство боли при надавливании на середину стопы. Обувь стаптывается внутрь. Стелька имеет возвышение на внутренней стороне.
Признак поперечного плоскостопия определяется формированием плоскости в области фаланг пальцев. При ходьбе, нога испытывает дискомфорт в носке (становится тесно). Здесь хорошо подойдут полустельки. Существуют специальные стельки с маленькой резиновой стяжкой. Они надеваются на стопу, место, где находятся плюсневые кости.
Начальная стадия плоскостопия не преграда для занятий спортом, но стоит быть аккуратным. Стоит наблюдать, чтобы на занятиях не возникали боли в икроножных мышцах.s here
Существуют отечественные и зарубежные производители ортопедических стелек. Модели предлагаются из различных материалов, для разной обуви с учетом установленного заболевания.
Фирмы, выпускающие ортопедические изделия:
 ОртоДок – российский производитель индивидуального пользования. Стельки и корректоры выпускаются под разные модели обуви с учетом поставленного диагноза и возрастной категории пациента. У них хорошая амортизация, гипоаллергенны.
ОртоДок – российский производитель индивидуального пользования. Стельки и корректоры выпускаются под разные модели обуви с учетом поставленного диагноза и возрастной категории пациента. У них хорошая амортизация, гипоаллергенны.
 Vimanova – разработанная немецкими специалистами ортопедическая стелька. Эластичный материал позволяет легко адаптироваться под стопу. Подходит для многих видов обуви. При ходьбе снижает ударную нагрузку.
Vimanova – разработанная немецкими специалистами ортопедическая стелька. Эластичный материал позволяет легко адаптироваться под стопу. Подходит для многих видов обуви. При ходьбе снижает ударную нагрузку.
 Pedag – известная немецкая компания, выпускающая ортопедические стельки-супинаторы. Изделия высокого качества. В производстве используется специализированное оборудование. Проводятся исследования особенностей стопы для точного применения в производстве. Продукция пользуется повышенным спросом.
Pedag – известная немецкая компания, выпускающая ортопедические стельки-супинаторы. Изделия высокого качества. В производстве используется специализированное оборудование. Проводятся исследования особенностей стопы для точного применения в производстве. Продукция пользуется повышенным спросом.
Igli – стельки на карбоновой основе. Подходят для тех, кто ведет активный образ жизни. Уменьшают нагрузку, избавляя от боли в суставах.
 Талус – компания производит лечебные стельки, не имеющие аналогов.
Талус – компания производит лечебные стельки, не имеющие аналогов.
 Formthotics – прекрасный вариант для спортивной обуви. В производстве используется пластичный материал. Сначала изделие нагревается, в процессе ходьбы стелька принимает форму ступни.
Formthotics – прекрасный вариант для спортивной обуви. В производстве используется пластичный материал. Сначала изделие нагревается, в процессе ходьбы стелька принимает форму ступни.
Оценка:
Лика, 25 лет
Ортопедические стельки использую давно. Ребенку покупаю обувь ортопедическую для профилактики. Всегда советуюсь с детским нашим врачом.Оценка:
Ника, 30 лет
В качестве профилактики покупаю стельки для всей семьи. Ребенку с целью профилактики. Себе покупаю медицинские полустельки, чтобы избавиться от боли в икрах.Оценка:
Ирина Александровна, 30 лет
Моя мама страдает давно появлением косточки на ноге. После обследования, врач нам посоветовал купить стельки «ОртоДок» со специальным гелем. Мама испытывает огромное облегчение теперь, когда ходит.Оценка:
Марина, 40 лет
Работа обязывает постоянно находиться на ногах, присесть некогда. Я начал испытывать невыносимую боль в ногах, поясница отделялась от меня. Пошел к врачу, и он мне посоветовал приобрести ортопедические стельки. Цена адекватная, эффект есть. Я постоянно прохожу обследование, форма изделия меняется.Оценка:
Виталий, 47 лет
Ортопедические стельки пользуются большим спросом. Большая часть населения страдает различной формой плоскостопия.
Как только появляются боли в ногах, стопах, позвоночнике не медлите, и обращайтесь к специалисту. От здоровых ног зависит хорошее самочувствие и отсутствие дискомфорта!
Как правильно выбрать ортопедические стельки при поперечном плоскостопии
Оценка: 3.6 9 голосовЧитайте также:
keeprun.ru
Человек, имеющий плоскостопие, чтобы смягчить боли, должен пользоваться специальными стельками. Но стельки массового производства не всегда дают нужный эффект. Индивидуальные ортопедические стельки больше подходят для лечения, чем массовые. Индивидуальные стельки на заказ — лучшее для вашей опорно-двигательной системы.
Женская и мужская стопа имеют разный размер и строение, поэтому стельки для них различаются. Для детской ножки также выпускаются стельки. Лучше стоит сделать стельки на заказ, которые соответствуют вашим параметрам, чем купить изделия массового производства.
Ортопедические стельки помогают ногам находиться в правильном анатомическом положении. Супинатор, предусмотренный в стельке, помогает распределению нагрузки на стопу, что благотворно влияет на правильный кровоток в конечности, а также улучшению походки. Стельки просто необходимы, если у вас пяточная шпора, деформированы суставы (вальгусные стопы) или сверхчувствительные стопы.
Преимущества ортопедических стелек:
Детям ортопедические стельки рекомендуются для профилактики и предупреждения возникновения плоскостопия. Такая стелька помогает правильно формироваться стопе у детей.

Сейчас индивидуальное изготовление стелек все больше и больше популяризируется и изготовить их не составляет труда. Главное, найти мастерскую, в которой стельки делают по разработанной технологии.
Перед изготовлением стелек нужно пройти диагностику ног и стоп. После этого производится моделирование стелек. Что входит в диагностику? Это детальное исследование биомеханических характеристик каждой стопы. Проводят тесты на подвижность стопы, на правильность положения суставов и связок. В процессе диагностики также оценивают мышечную способность удерживать своды стопы.
Стельки оказывают влияние на положение всего тела, поэтому в процессе диагностирования выявляют наличие «завалов» колен, перекоса таза, искривленной осанки.
Какие заболевания корректируют при помощи стелек:

Применяют персональные стельки от плоскостопия спортсмены, беременные женщины, больные сахарным диабетом. Сколько стоят индивидуальные стельки? В разных фирмах цены различаются, но стоят они гораздо дешевле, чем ваше здоровье. Ведь они должны изготавливаться с учетом ваших индивидуальных особенностей.
А почему к стопе человека такое пристальное внимание? А вот почему. Стопа является фундаментом человека, очень сложным механизмом, состоящим из 28 костей. Кроме костей, в ней много мышц и суставов.
Стопа — это амортизатор, она смягчает нагрузки при ходьбе, поэтому стелька должна изготовляться из пластического, хорошо амортизирующего материала.
Как только человек встает на обе ноги, вся его масса начинает давить на стопы. Если у человека ослабленные мышцы, развивается плоскостопие. При продольном плоскостопии уплощается продольный свод стопы. На отпечатке такая стопа почти не имеет выемки по внутренней стороне. При поперечном плоскостопии уплощается свод под пальцами.
От весовой нагрузки стопа деформируется и приводит к заболеваниям суставов и позвоночника. Человек задумался над вопросом, как этот процесс разрушения замедлить или повернуть вспять. И такое решение проблемы нашлось – стоит сделать стельки, разработанные по индивидуальному заказу.
У взрослого человека плоскостопие вылечить нельзя, нужно только постоянно носить стельки, чтобы обеспечить комфорт и облегчение состояния своих ног. Ступни каждого человека так же уникальны, как и его лицо, и отпечатки пальцев. Поэтому пришлось разработать технологию и освоить производство персональных стелек.
Хороший ортез, сделанный массово, не даст такого лечебного эффекта, как стелька, изготовленная по индивидуальному заказу. Индивидуальная стелька на заказ корректируется и тем самым приводит стопу в правильное положение. Стельку для детей можно менять по мере роста ноги ребенка.
Спортивные занятия с такими стельками принесут радость и достижение новых результатов с меньшими затратами.

Хорошо себя зарекомендовали индивидуальные ортопедические стельки Формтотикс. Для их изготовления применяют специально разработанный материал – крупномолекулярный полиолефин. При изготовлении стелек полиолефин нагревают до определенной температуры и быстро формуют нужную заготовку. Затем при ходьбе стопа доводит заготовку до необходимого результата. Изготавливаются стельки ортопедические быстро — в течение 2–3 дней.
Это и есть та фишка, которая отличает ортезы Формтотикс от других. Второй особенностью стелек Формтотикс является то, что стелька корректируется второй раз, через месяц носки. После второй коррекции вы сможете удерживать равновесие на одной ноге и с закрытыми глазами.
Коррекция стопы по системе Формтотикс проходит в несколько этапов.
Первый этап – диагностика. Сначала проводится тестирование осанки и походки, потом визуальное диагностирование с использованием подоскопа. Определяются причины, повлекшие деформацию стопы.
Второй этап – подбор модели стельки. Здесь учитываются результаты диагностики.

Третий этап – формовка стелек. В зависимости от диагностики, на стельку с внутренней стороны крепятся специальные подушечки. Стельки помещают в ваши кроссовки, нагревают специальным феном до состояния пластичности, и стелька формуется по вашей стопе. За 3–4 недели стелька адаптируется под вашу стопу в движении.
Четвертый этап — вторая коррекция. Через 30 дней проводится вторая коррекция, в процессе которой оценивают вашу походку, осанку и деформацию стелек. Коррекция выполняется размещением активных клиньев.
Ортопедические стельки Формтотикс можно использовать с любой обувью: повседневной, модельной, спортивной. Диапазон размеров лежит в пределах 12 см — 34 см, от детских и до взрослых. Для модельной обуви подойдут стельки однослойные, они более тонкие. Двухслойные толще и эффективнее, так как состоят из слоев полиэтилена с разной плотностью.
В каких случаях показаны стельки Формтотикс:
при наследственном плоскостопии, слишком большой гибкости тела, нестабильности суставов, нарушении осанки;
при работе стоя, ходьбе, занятиях спортом с нагрузкой на ноги, беременности, избыточной массе тела, остеопорозе, диабете;

при нарушениях функций движения после перенесенного инсульта, при рассеянном склерозе, неврологических заболеваниях;
если имеются посттравматические нарушения и деформации аппарата движения.
Даже если у вас начались незначительные проблемы с ногами или позвоночником, рекомендуется пользоваться ортопедическими стельками.
ladysmed.ru
СТЕЛЬКИ КОЖАНЫЕ С ГУБОЙ, ОКЛЕЕННЫЕ ПОЛОТНОМ ДЛЯ РАНТОВОГО И РАНТОВО-КЛЕЕВОГО МЕТОДОВ КРЕПЛЕНИЯ
Перечень операций
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
1. Выравнивание стелек по толщине
2. Шлифование стелек с лицевой стороны и удаление пыли
A. Стельки шлифуют с лицевой стороны по всей поверхности равномерно, без выхватов и пропусков. Отшлифованную поверхность очищают от пыли.
B. Машина типа ШН-1-0, О4163/Р3 для шлифования плоских неприкрепленных деталей низа обуви; абразивные круги № 50 и 60 по ГОСТ 2424-83; шлифовальная шкурка № 12-32 по ГОСТ 5009-75; толщиномер ТР 25-100 по ГОСТ 11358-74.
3. Надсечка стелек в носочной и пяточной частях для поднятия губы
| Размер стельки | Расстояние |
| 232÷247 | 69±1 |
| 255÷262 | 71±1 |
| 270÷277 | 73±1 |
| 285÷292 | 75±1 |
| 300÷330 | 77±1 |
Примечание. Надсечка стельки в носочной части выполняется по мере необходимости.
4. Подрезка губы стелек
5. Увлажнение и провяливание стелек
6. Отгибание губы стелек
7. Сушка стелек
8. Намазка клеем кожаных стелек и полотна, сушка
А. На губу и на всю бахтармяную поверхность стелек, за исключением пяточной части стелек, наносят ровным слоем клей, без пропусков и сгустков. Полотно рантовой стельки намазывают клеем с одной стороны по всей поверхности.
Клеевую пленку высушивают по режиму, установленному для соответствующего клея. Просушенное полотно наматывают на катушку так, чтобы не было складок и морщин. Сторона, намазанная клеем, должна быть обращена внутрь намотки.
Б. Клей полихлоропреновый (наиритовый), каучукоперхлорвиниловый, латексный.
В. Аппарат для намазки полотна; сосуд для клея; кисть; сушилка СОХ-38; часы электровторичные по ГОСТ 22527-77.
9. Накладка полотна на стельки
10. Заправка полотна во внутренний угол губы стелек
11. Заправка полотна в наружный угол губы стелек и обрезка излишков материала
12. Формование губы стелек
13. Намазка клеем стелек, подпяточников и склеивание
А. На пяточную часть стелек с бахтармяной стороны и подпяточники с неспущенной стороны наносят ровный слой клея. Клеевую пленку высушивают по режиму, установленному для соответствующего клея. Подпяточники прочно склеивают со стельками, без зазоров между ними. Края подпяточников должны совпадать с контурами стелек, а прямой срез — прилегать к концам губы или отстоять на 1÷2 мм.
Б. Клей полихлоропреновый; латексный.
В. Машина для намазки клеем плоских деталей низа обуви; кассеты; прокладки; прессоточки.
14. Удаление клея с лицевой стороны стелек
15. Формование стелек
Перечень операций
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
1. Выравнивание стелек по толщине
2. Шлифование стелек с лицевой стороны, удаление пыли
3. Взъерошивание стелек по периметру с бахтармяной стороны
4. Намазка клеем текстильного материала
А. Одну сторону текстильного материала для губы рантовой стельки дважды промазывают ровным слоем клея без пропусков и подтеков (наплывов).
Клеевую пленку сушат по режиму, установленному для соответствующего клея. Перед выполнением последующих операций промазанный клеем материал должен быть выдержан 24 ч. После сушки его сматывают в рулон клеевой пленкой внутрь.
Б. Клей полихлоропреновый (наиритовый).
В. Аппарат для намазки и сушки материала; часы электровторичные по ГОСТ 22527-77.
5. Разрезание текстильного материала на тесьму
6. Намазка клеем стелек, сушка
А. Взъерошенную по периметру поверхность стельки промазывают клеем два раза с промежутком. Клей должен быть нанесен на ширину 20÷25 мм без пропусков, сгустков и подтеков. Клей высушивают по режиму, установленному для соответствующего клея.
Б. Клей перхлорвиниловый, полихлоропреновый, латексный.
В. Машина типа НП-3 и машина мод. В фирмы БУСМК для намазки клеем плоских деталей низа обуви по контуру; сушилка типа СОХ-38; ИТУ; часы электровторичные по ГОСТ 22527-77; измерительная линейка с ценой деления 1 мм по ГОСТ 427-75.
7. Формование губы из тесьмы и склеивание ее со стельками
8. Обрезка излишков губы стелек
9. Намазка клеем стелек, подпяточников и склеивание
А. На пяточную часть стельки с бахтармяной стороны и подпяточник с неспущенной стороны наносят ровный слой клея. Клеевую пленку высушивают по режиму, установленному для соответствующего клея. Подпяточник прочно склеивают со стелькой, без зазоров между ними. Края подпяточника должны совпадать с контурами стельки, а прямой срез прилегать к концам губы или отстоять на 1÷2 мм.
Б. Клей полихлоропреновый, латексный.
В. Машина мод. GS/2 фирмы «Сигма» для формования стелек; машина для намазки клеем плоских деталей низа обуви; кассеты; прокладки; прессоточки.
Примечание. Подпяточник может быть прикреплен тремя тексами или скобками. Расстояние между крепителями устанавливает лаборатория предприятия по согласованию с представителем заказчика.
10. Формование стелек
Перечень операций
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
1. Выравнивание стелек по толщине
2. Шлифование стелек с лицевой и бахтармяной сторон
Примечания: 1. Шлифование стелек с лицевой стороны производят при изготовлении хромовой обуви. 2. Шлифование стелек с бахтармяной стороны производят при клеевой затяжке заготовки верха обуви.
3. Надсечка пучковой части стелек
Примечание. Операция выполняется при изготовлении обуви клеевым, прошивным методами крепления.
4. Снятие фаски стелек и удаление пыли
5. Увлажнение стелек
6. Формование стелек
Перечень операций
1. Выравнивание стелек из кожи по толщине.
2. Шлифование стелек из кожи с лицевой и бахтармяной сторон, удаление пыли.
3. Надсечка пучковой части стелек из кожи.
4. Спускание краев полустелек.
5. Вырезание желоба в полустельках под металлический геленок.
6. Прикрепление металлического геленка к полустелькам.
7. Намазка клеем стелек, полустелек, металлического геленка, сушка.
8. Склеивание слоев стелек.
9. Снятие фаски в пяточно-геленочной части стелек с полустельками.
10.Формование стелек.
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
1. Выравнивание стелек из кожи по толщине
2. Шлифование стелек из кожи с лицевой и бахтармяной сторон, удаление пыли
3. Надсечка пучковой части стелек из кожи
4. Спускание краев полустелек
5. Вырезание желоба в полустельках под металлический геленок
Примечание. Операция исключается при применении полустелек с пазом и отверстиями для укладки и крепления геленка.
6. Прикрепление металлического геленка к полустелькам
А. Металлический геленок вкладывают в желоб или паз полустельки выпуклой стороной в соответствии с гофрой, указывающей расстояние между концом металлического геленка или линией пяточного закругления полустелек, и прикрепляют одной или двумя блочками, закрепками или хольнитенами. Параметры расположения металлических геленков на полустельках мужской обуви в зависимости от размера обуви в мм составляют:
| Размер обуви | Расстояние конца геленка от пяточного закругления стельки |
| 240 | 42,5 |
| 245 | 37,5 |
| 250 | 40,5 |
| 255 | 42,5 |
| 260 | 45,0 |
| 265 | 47,5 |
| 270 | 50,0 |
| 275 | 52,5 |
| 280 | 47,5 |
| 285 | 50,0 |
| 290 | 52,5 |
| 295 | 55,0 |
| 300 | 57,5 |
| 305 | 60,0 |
Б. Блочки по ОСТ 17-192-78, закрепки по ОСТ 17-600-81«Закрепки и гвозди для изделий легкой промышленности» для прикрепления геленка, проволока сечением 1,07×0,63 мм
В. Машина МКС-СО, машина мод. 375 фирмы «Сигма» и машина мод. 97 фирмы «Морбах».
Примечание. Допускается прикрепление металлического геленка к полустелькам без желобления. При применении металлического геленка без желобле-ния его накладывают по условной оси симметрии полустелек.
7. Намазка клеем стелек, полустелек, металлического геленка, сушка
А. На бахтармяную сторону стелек, полустельки с металлическим теленком наносят ровный слой клея. Клеевую пленку высушивают по режиму, установленному для соответствующего клея.
Б. Клей полихлоропреновый (наиритовый), латексный, клей из натурального каучука.
В. Стол; сушилка СОХ-38; машина мод. 1016L фирмы «Гестика» и машина мод. В фирмы БУСМК для намазки клеем плоских деталей низа обуви; кисть; сосуд для клея; часы электровторичные по ГОСТ 22527-77.
8. Склеивание слоев стелек
9. Снятие фаски в пяточно-геленочной части стелек с полустельками
10. Формование стелек
СТЕЛЬКИ ВКЛАДНЫЕ КОЖАНЫЕ (КРС)
Перечень операций
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
1. Выравнивание стелек по толщине
B. Машины типа ДН-З-О, ДН-2-О, 05260/Р1 05095/Р1, и НДВ для выравнивания по толщине деталей низа обуви; толщиномер ТР 25-100 по ГОСТ 11358-74.
СТЕЛЬКИ ВКЛАДНЫЕ ИЗ КАРТОНА И УТЕПЛЯЮЩИХ МАТЕРИАЛОВ
Перечень операций
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
1. Складывание слоев вкладных стелек и сострачивание стелек по периметру
А. Стельки из утепляющих материалов накладывают бахтармяной стороной на картонные стельки так, чтобы их края совпадали. Сдвиг не должен превышать 1 мм. Стельки сострачивают одной строчкой по периметру со стороны утепляющих материалов. Строчка должна быть на расстоянии 8÷10 мм от края стелек. Частота строчки 2,5÷3 стежка на 1 см длины строчки.
Б. Нитки № 150 ЛХ, 150ЛС, НОЛ, 1 х/б; иглы № 150-170 тип 0319-33.
В. Швейные машины 23-АМ кл., 34-М кл.; ножницы или нож; измерительная линейка с ценой деления 1 мм по ГОСТ 427-75.
www.promelectroavtomat.ru